多年潜心专注
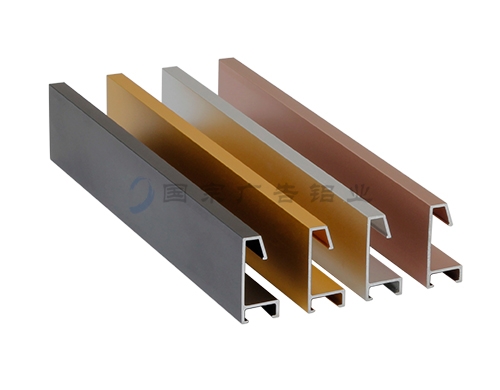
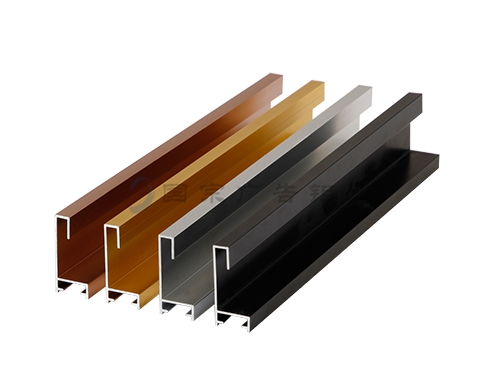
研发、生产各种广告灯箱铝型材


多年潜心专注
研发、生产各种广告灯箱铝型材

电 话:186-6546-3626
传 真:0757-88048677
邮 箱:731731188@qq.com
地 址1:湖南省常德市桃源县陬市镇指防口大桥
地 址2:佛山市南海区狮山镇茶田大街北自编28号
通常,如果没有非预定的停机时间,那么大产量主要决定于挤压速度,而后者受制于四个因素,其中三个固定不变而另一个则是可变的。一个因素是挤压机的挤压力,挤压力大的可在锭坯温度较低时顺利地挤压;第二个因素是模具设计,挤压时金属与模壁的摩擦通常可使通过的铝合金的温度上升35~62℃;第三个因素是被挤压合金的特性,是限制挤压速度的不可控制的因素,型材的出口温度一般不可超过540℃,否则,材料表面质量会下降,模痕明显加重,甚至出现粘铝、凹印、微裂缝、撕裂等。个因素是温度及其受控程度。

画框铝材挤压加工温度范围取决于铝合金本身的物理性能和化学成分,坯料的状态、挤压方法、温度规范、变形程度与变形速度,工具所允许承受的压力,对画框铝材表面品质的要求,宏观组织和显微组织,对画框铝材力学性能和物理化学性能的要求,画框铝材的断面形状与尺寸,对挤压过程的生产率的要求及其他因素。
工艺要求细节通常铝材挤压出产中,大产量主要决定于挤压速度,而型材的质量取决于型材出模温度。跟着挤压速度的加快,型材出模温度将明显升高,当温度超越一定值时,铝材组织机能和表面质量将泛起多种题目,为此,必需随时对铝材出口温度进行监控、检测,以保证挤压产量与型材质量的匹配。
其中有其它许多因素对选择画框铝材挤压加工温度的影响表现出相互矛盾的倾向。目前尚无法得出能考虑所有影响因素和满足全部要求的挤压温度范围的分析方法,但是,在各种具体条件下的问题已个别的获得解决,挤压温度范围的选择大部分的是根据基本理论原则在实验条件下进行的。
手机:姚先生:151-7363-1133
座机:0757-88048677
邮箱:731731188@qq.com

扫一扫,微信咨询
东北部区域廖经理 |
华北部区域刘经理 |
西南部区域文经理 |
中南部区域林经理 |