多年潜心专注
研发、生产各种广告灯箱铝型材


多年潜心专注
研发、生产各种广告灯箱铝型材

电 话:186-6546-3626
传 真:0757-88048677
邮 箱:731731188@qq.com
地 址1:湖南省常德市桃源县陬市镇指防口大桥
地 址2:佛山市南海区狮山镇茶田大街北自编28号
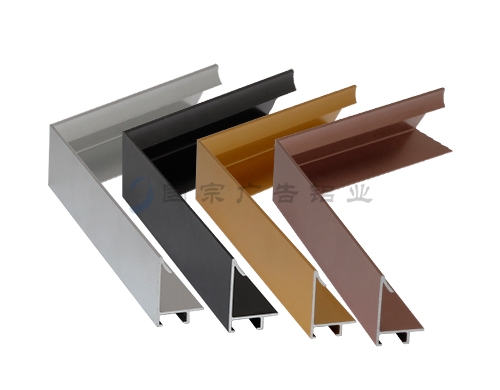
画框铝材去除毛刺和震痕的解决的方式有很多。减少震痕与毛刺还得从挤压生产线的源头抓起,从一开始步步落实、操作仔细,提高踢脚线铝材模具的强度、刚度,减少模具在生产时的弹性变形量,从而确保模具在工作中平行挤压、控制模具空刀位的深度,能够控制减少车刀瘤形成的毛刺和震痕。另外,踢脚线铝材模具的保养也是至关重要的。保养模具减少金属流动的死区的杂质,在模具面与面的过度、R位的面对过度等等避免尖角存在,金属流动的摩擦面平滑,也能够避免造成正常流动的金属带出而被型材拉出形成毛刺和震痕。

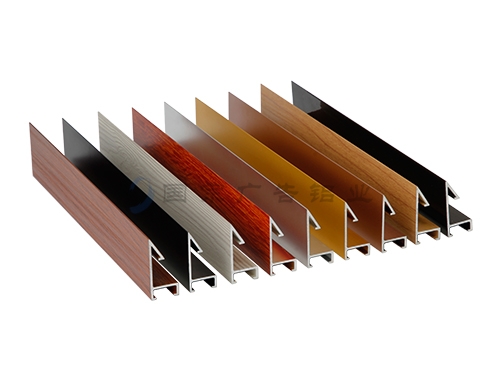
当然画框铝材还有更多方法在操作细节中注意到就可以解决问题,如在装模具前、将模具抛光后、模具散件的配合面、焊合室喷防锈剂、装模具时特别留心将螺栓宁紧等等,各个小细节的处理。6063-T5属于挤压画框铝材的原材料,使用6063材质的铝棒经过模具挤压成型,然后经过氧化,自然风干。很多客户对其使用的挤压机是很感兴趣的。因为挤压的吨数决定了挤压能力和挤压画框铝材的截面大小。很多开模的客户想要找吨位大的挤压机,可以缩短工期。
一般画框铝材挤压机的大吨位在3600吨,小的有800吨、1000吨、1200吨、1800吨、2300吨和2800吨。那有没有比3600吨还大的挤压机了呢?是有的,但是比较少,说到挤压机的吨位,很多人会以为吨位越大挤压的价格越高。一般铝锭价是市场决定的,而加工费要看挤压型材的截面大小,根据图纸确定的。
手机:姚先生:151-7363-1133
座机:0757-88048677
邮箱:731731188@qq.com

扫一扫,微信咨询
东北部区域廖经理 |
华北部区域刘经理 |
西南部区域文经理 |
中南部区域林经理 |