多年潜心专注
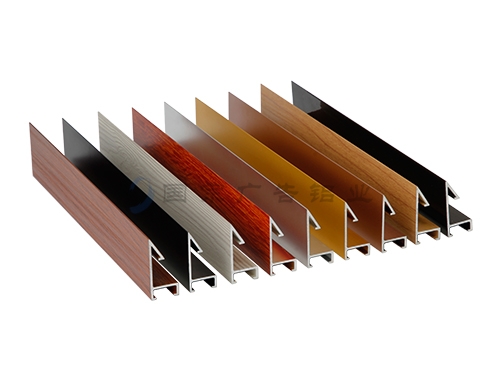
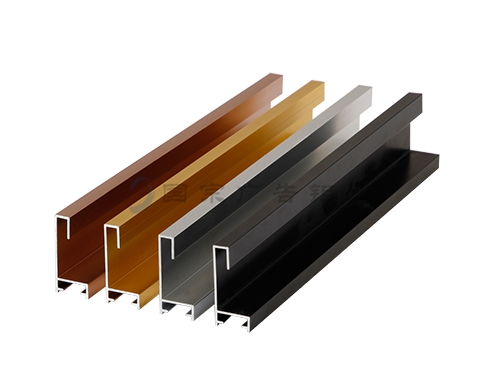
研发、生产各种广告灯箱铝型材


多年潜心专注
研发、生产各种广告灯箱铝型材

电 话:186-6546-3626
传 真:0757-88048677
邮 箱:731731188@qq.com
地 址1:湖南省常德市桃源县陬市镇指防口大桥
地 址2:佛山市南海区狮山镇茶田大街北自编28号
画框铝材挤压模具热处理质量好坏直接影响挤压模具的使用寿命,模具是经过淬火“+”多次回火达到硬度要求的。淬火是为了提高模具硬度,多次回火是为了提高模具韧性,稳定内部组织。模具热处理的硬度值规定:大型铝挤压模具(F>500mm),HRC45-48;中型模子(F300~500mm),HRC47-50;小型挤压模具(F<300mm),HRC48-51;在一套模具的同平面上检测三点,每一点的硬度值都应在规定范围内方算合格。

二、挤压画框铝型材模具热处理过程中要特别注意几点:
1.高温区段升温速度要快,保温时间不可过长,以防挤压画框铝型材模具产生过烧或过热,过热—晶粒粗大,过烧—低熔点元素和夹杂产生溶解;
2.铝挤压模具淬火后要及时回火,以防产生裂纹;
3.挤压画框铝型材模具热处理后发现硬度不够或硬度不均匀时,应进行退火,按工艺重新进行热处理(当硬度值 d、对大型铝挤压模具或型腔复杂的成品模具应增加一次去应力回火工序(消除电加工、机加工应力,也就是消除热应力和组织应力);
4.画框铝型材模具淬火油温应?100°C,以确保淬火效果。
一.挤压是穿衣镜铝材成型的方式。先根据穿衣镜铝材产品截面设计、制做出模具,采用挤压机将加热好的圆铸棒从模具中挤压成型。常见的牌号6063合金材料,在挤压时还用一个风冷淬火步骤及其后的人工时效步骤,以进行热处理强化。不一样牌号的可热处理强化合金材料,其热处理制度不一样。
二.穿衣镜铝材表面处理。挤压好的穿衣镜铝材,其表面抗腐蚀不强,须经过阳极氧化进行表面处理以提高铝材的抗蚀性、耐磨性及表面的美观度。其主要步骤为:
1.表面预处理:用化学或物理的方法对型材表面进行清洗,露出纯净的基体,以利于得到完整、致密的人工氧化膜。还能经过机械方式得到镜面或亚光表面。
2.阳极氧化:经表面预处理的型材,在一定的工艺条件下,基体表面发生阳极氧化,生成一层致密、多孔、强吸附力的AL203膜层。
3.封孔:将阳极氧化后生成的多孔氧化膜的膜孔孔隙封闭,使氧化膜防污染、抗蚀和耐磨性能增强。氧化膜是无色透明的,采用封孔前氧化膜的强吸附性,在膜孔内吸附沉积一些金属盐,可致穿衣镜铝材表面呈现本色,其他的很多颜色,如:黑色、古铜色、金黄色等。
手机:姚先生:151-7363-1133
座机:0757-88048677
邮箱:731731188@qq.com

扫一扫,微信咨询
东北部区域廖经理 |
华北部区域刘经理 |
西南部区域文经理 |
中南部区域林经理 |