多年潜心专注
研发、生产各种广告灯箱铝型材


多年潜心专注
研发、生产各种广告灯箱铝型材

电 话:186-6546-3626
传 真:0757-88048677
邮 箱:731731188@qq.com
地 址1:湖南省常德市桃源县陬市镇指防口大桥
地 址2:佛山市南海区狮山镇茶田大街北自编28号
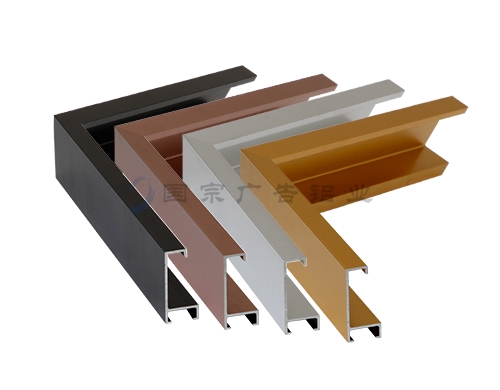
画框铝材在加工时材料的切削深度的影响有很多,
下面将从工具磨损、切削力、切屑形态、加工表面质量等几个方面进行详细介绍。
1、切削深度对加工过程中工具磨损的影响非常显著。
切削深度增加会导致单个刀齿切削时间和单个面切削长度增加。
当切削深度增加到一定程度时,就会使单个刀齿的切削时间接近或等于刀具的使用寿命,从而加剧了刀具的磨损。
而且,切削深度增加也会导致切削表面受到更多的切削力和热量的影响,从而加速了刀具的磨损。
2、切削深度还会对切削力产生影响。
切削深度增加会导致切削力的增加,这主要是因为切屑厚度增加,导致切削时所需要的切屑断裂强度增加。
此外,切削深度增加也会使切削力的方向发生变化,不再仅仅是沿着刀具的进给方向产生,
而且会产生较大的径向切削力,从而影响加工过程的稳定性和刀具的寿命。

3、切削深度对切屑形态也有明显的影响。
当切削深度很小时,切屑形态多为连续型的,表现为螺旋状或带状切屑,这是由于切屑断裂较快。
而当切削深度增加时,切屑形态会逐渐转变为扭曲型或碎裂型,
这是由于切屑断裂速度无法跟上切削过程中切削深度的增加。
切屑形态的变化不仅会影响加工效果,还会对切削轴承表面产生不良的影响。
4、切削深度还会对加工表面质量产生影响。
在画框铝材加工过程中,切削深度增加会导致加工表面的粗糙度增加。
这主要是因为切削深度的增加会加大切削过程中因刀具振动和切削力的影响而产生的机械波纹,
进而影响加工表面的光洁度和平整度。
此外,切削深度还会导致加工表面的残留压应力增加,从而影响材料的强度和耐久性。
综上所述,画框铝材在加工时材料的切削深度对工具磨损、切削力、切屑形态和加工表面质量等方面产生了很大的影响。因此,在实际加工过程中,需要根据具体的加工要求和材料特性,合理选择切削深度,以确保加工效果和刀具寿命的平衡。
手机:姚先生:151-7363-1133
座机:0757-88048677
邮箱:731731188@qq.com

扫一扫,微信咨询
东北部区域廖经理 |
华北部区域刘经理 |
西南部区域文经理 |
中南部区域林经理 |