多年潜心专注
研发、生产各种广告灯箱铝型材


多年潜心专注
研发、生产各种广告灯箱铝型材

电 话:186-6546-3626
传 真:0757-88048677
邮 箱:731731188@qq.com
地 址1:湖南省常德市桃源县陬市镇指防口大桥
地 址2:佛山市南海区狮山镇茶田大街北自编28号
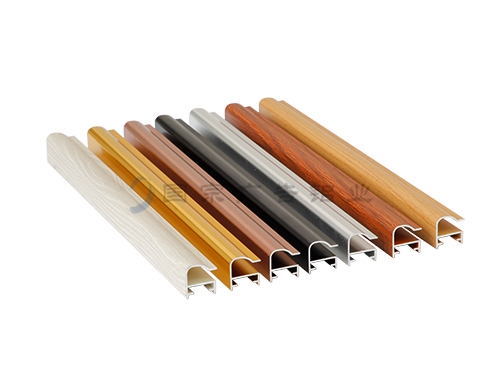
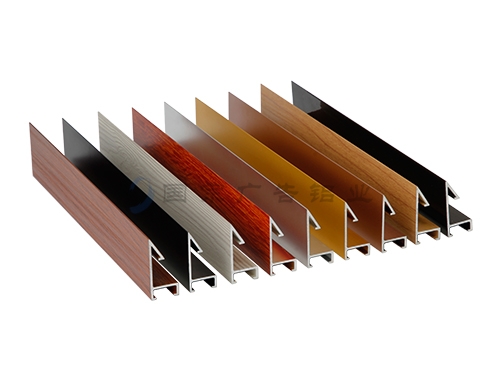
画框铝材的表面处理是指将铝材的表面通过特定的方法进行处理,以达到提高铝材的耐腐蚀性、装饰性以及耐磨性等性能要求的目的。
通常情况下,画框铝材主要采用阳极氧化、电泳涂装、喷涂涂装等方式进行表面处理。
以下将详细介绍这些常见的表面处理方法及其参数设置的方法。
一、阳极氧化
阳极氧化是指将铝材放入含有硫酸的电解槽中,通过电解的方式使铝材在阳极产生氧化反应,形成致密的氧化膜。
这种氧化膜具有一定的装饰效果,可以形成各种颜色的氧化膜,如黑色、银色、金色等。
同时,氧化膜还具有一定的抗腐蚀性能。
阳极氧化的参数设置方法如下:
1、槽液浓度:槽液浓度一般为10%~15%的硫酸,过浓会导致氧化膜产生的孔隙度增大,从而影响其抗腐蚀性能。
2、电解时间:电解时间一般根据氧化膜的要求来确定,一般为30分钟至1小时。
3、电解电流密度:电解电流密度会影响氧化膜的厚度和颜色,通常为1~3A/dm²。
4、温度:温度一般控制在15~25℃之间,过高的温度会导致氧化膜的颜色变浅。
二、电泳涂装
电泳涂装是将涂料溶解在水中形成涂料浴,通过电解的方式将铝材浸入涂料浴中,
利用铝材作为电解负极和阳极,将涂料均匀地附着在铝材表面。
电泳涂装主要具有装饰性和美观性的特点,可以形成各种颜色的涂层。

电泳涂装的参数设置方法如下:
1、涂料浓度:涂料浓度一般为8%~15%,过浓会导致涂层厚度不均匀。
2、电解时间:电解时间一般根据涂料的要求来确定,一般为2~5分钟。
3、电解电压:电解电压的大小会影响涂层的均匀性,通常为150~300V。
4、温度:温度一般控制在25~35℃之间,过高的温度会导致涂层分散不均匀。
三、喷涂涂装
喷涂涂装是将涂料喷洒到铝材表面上,形成一层均匀的涂层。
喷涂涂装主要具有施工简单、成本低廉等特点,可以形成各种颜色、细腻的涂层。
喷涂涂装的参数设置方法如下:
1、涂料稀释比例:根据涂料的胶体粒子的大小和喷涂设备的要求来确定稀释比例。
2、喷涂厚度:喷涂厚度一般根据涂料的要求来确定,一般为30~80μm。
3、喷涂速度:喷涂速度要均匀、稳定,一般为2~5m/s。
4、喷涂距离:喷涂距离要适中,一般为20~30cm。
以上是画框铝材常见的表面处理方法及其参数设置的方法。通过合理的选择和设置参数,可以有效地提高画框铝材的装饰性和耐腐蚀性等性能,为制作高质量的画框提供可靠的保障。
手机:姚先生:151-7363-1133
座机:0757-88048677
邮箱:731731188@qq.com

扫一扫,微信咨询
东北部区域廖经理 |
华北部区域刘经理 |
西南部区域文经理 |
中南部区域林经理 |